
 Que bom saber que você está novamente conosco, isso mostra sua sede por conhecimento e que sem dúvida busca se tornar um diferencial em seu ambiente de trabalho por adquirir conhecimento. Nesta segunda parte veremos um pouco mais sobre as brocas, especialmente sobre as suas formas construtivas e sobre afiação. Então espero que aprenda bastante a partir de agora.
Que bom saber que você está novamente conosco, isso mostra sua sede por conhecimento e que sem dúvida busca se tornar um diferencial em seu ambiente de trabalho por adquirir conhecimento. Nesta segunda parte veremos um pouco mais sobre as brocas, especialmente sobre as suas formas construtivas e sobre afiação. Então espero que aprenda bastante a partir de agora.Formas construtivas das brocas helicoidais
As diversas partes de uma broca helicoidal são:
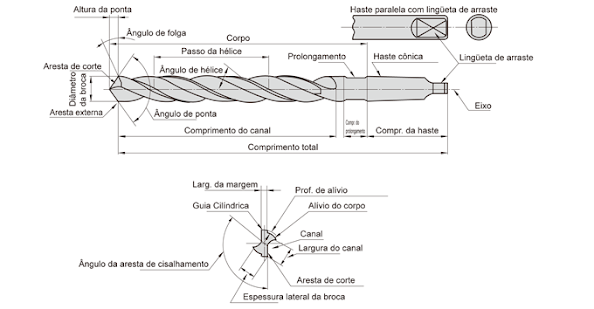
Haste: A haste serve principalmente para a fixação da broca na máquina. Em brocas de diâmetro pequeno (até 15mm) em geral usa-se brocas de haste cilíndrica e a fixação na máquina se dá por intermédio de mandris. Em brocas de diâmetros maiores, preferem-se prender a broca a um cone morse, que por sua vez é preso à máquina, o que possibilita maior força de fixação.
Diâmetro da broca: É medido entre as duas guias da broca. Normalmente tem tolerância dimensional h8.
Comprimento total: O comprimento total de uma broca é a sua própria extensão, desde a aresta de corte externa até o final da haste. É medido paralelamente à linha central axial da broca.
Corpo: O corpo da broca é a extensão medida desde a extremidade frontal da haste até a aresta de corte externa.
Núcleo (alma): É a parte interior da broca de diâmetro igual a 0.16 D (diâmetro). Serve para conferir rigidez à broca.
Guias: A superfície externa de uma broca helicoidal apresenta duas regiões (uma em cada aresta de corte) que tem diâmetro maior que o diâmetro das paredes da broca. Tais regiões são denominadas guias. Têm duas funções básicas: a primeira, como o próprio nome diz, é a de guiar a broca dentro do furo; a segunda é a de evitar que toda a parede externa da broca atrite com as paredes do furo, diminuindo assim os esforços necessários para a furação.
Canais helicoidais: São as superfícies de saída da ferramenta. O ângulo de hélice de brocas normais, que na periferia da broca coincide com o ângulo de saída, pode ser 28 graus para as brocas de aplicação geral (brocas tipo N com ângulo de ponta igual a 118 graus), 15 graus para brocas destinadas à usinagem de materiais com cavaco curto (Brocas tipo H com ângulo de ponta igual a 60 e 90 graus) e 40 graus para brocas destinadas à usinagem de materiais com cavacos longos e/ou materiais dúcteis (broca tipo W com ângulo de ponta de cerca de 140 graus). O comprimento do canal helicoidal também pode variar dependendo do diâmetro da broca e do comprimento do furo que se deseja usinar. Além dessas brocas normais, existem uma infinidade de outros tipos de brocas helicoidais, tais como as destinadas a furos profundos (brocas extra longas), brocas extra curtas quando se deseja maior rigidez da broca, brocas escalonadas para usinagem de furos passantes escalonados, brocas de calibração para calibrar ou alargar furos fundidos, pré-estampados ou pré-furados, etc.
Passo da hélice: O passo da hélice de uma broca é a distância que a aresta de corte periférica avança axialmente em uma rotação.7
Guia cilíndrica: A guia cilíndrica é a porção da espessura lateral da broca sem o alívio do corpo. A guia cilíndrica ampara a broca dentro do furo, mantendo a tolerância.
Largura da guia cilíndrica: A largura da guia cilíndrica é, numa seção transversal, a superfície ortogonal à linha axial central da broca.
Arestas de corte: Numa broca helicoidal as duas arestas principais de corte não se encontram em um ponto, mas existe uma terceira aresta ligando elas. Esta terceira aresta é chamada de aresta transversal de corte. O ângulo formado entre as duas arestas principais, chamado de ângulo alfa, é normalmente igual a 118 graus. Em brocas para usinagem de materiais dúcteis seu valor é de 140 graus.
Ângulo de ponta: O ângulo de ponta é medido ao projetar o reflexo da aresta de corte num plano paralelo ao eixo da broca. Geralmente, as brocas de aço rápido têm um ângulo de ponta de 118°, enquanto que as brocas inteiriças têm entre 130°~140°.
Afiação das Brocas Helicoidais
As brocas helicoidais de aço rápido e inteiriças de metal duro precisam ser afiadas ao fim de sua vida, ou ser reafiadas, para que possam continuar sendo utilizadas. Para que o cavaco removido pela broca helicoidal não seja esmagado pela superfície principal de folga e o corte possa ocorrer, é necessário que o ângulo lateral efetivo de folga seja tanto quanto possível positivo para qualquer diâmetro da broca.
Na região mais central da broca, o ângulo lateral de folga precisa ser maior para compensar o crescimento do ângulo da direção efetiva de corte e, com isso, possibilitar a obtenção de um ângulo lateral efetivo de folga positiva. Isto deve ser conseguido através da afiação adequada da broca. O tipo de afiação de broca mais difundido é a afiação em cone de revolução ou simplesmente afiação cônica. Se dá da seguinte forma: a broca é colocada em frente a um rebolo de copo, de tal maneira que seu eixo geométrico forme com a face do rebolo, um ângulo igual à metade do ângulo de ponta desejado. Uma vez encostada uma das arestas cortantes da broca na face do rebolo, a broca é girada em torno de um eixo denominado eixo de rotação do aparelho.
Para que o ângulo de folga (e consequentemente o ângulo lateral de folga) seja positivo em qualquer diâmetro da broca, é necessário que este eixo de rotação não seja co-planar com o eixo da broca. Caso contrário o ângulo seria igual a zero, pois a curva obtida no plano ortogonal pela intersecção da superfície de folga (obtida na afiação) com este plano, seria uma circunferência cujo centro estaria no eixo da broca. É necessário, portanto, que exista uma distância “x” entre o plano que contém o eixo da broca e o plano que contém o eixo de giração do aparelho. Quanto maior o valor de “x”, maior será o ângulo. As máquinas de afiação cônica têm geralmente um excêntrico no eixo de rotação que permite variar a distância “x”.
A aresta transversal de corte é responsável por grande parte da força de avanço produzida na furação. Então, para diminuir o valor da força de avanço procura-se diminuir o tamanho da aresta transversal de corte através de seu chanframento, feito em geral em máquinas especiais com um rebolo de disco. Existem ainda diversos tipos de afiação de brocas helicoidais que podemos aprofundar em um próximo artigo.
Essa foi a segunda parte falando sobre brocas, espero que o que você leu aqui seja de valia para a ampliação de seus conhecimentos. Continue aprendendo lendo a terceira parte e assim continue ampliando seu conhecimento para que se torne um diferencial na organização em que trabalha. E se não viu a primeira parte, clica aqui pra ver.
Nenhum comentário:
Postar um comentário